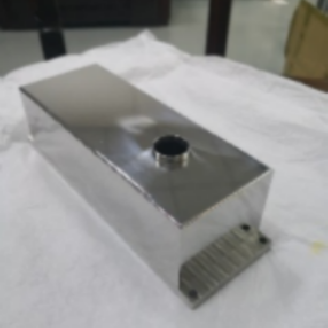
不锈钢真空腔体
- 产品型号:
- 产品简述:
- 产品参数:1、材质316、304不锈钢2、材料厚度2.0、5.0、10.03、L500mm*W400mm*H600mm用途:1、半导体不锈钢设备2、湿法和干法要求:1、内外光面不锈钢2、少残留3、搅拌均匀4、耐腐蚀5、经久耐用加工工艺:1、钣金加工不锈钢成型2、激光切割不锈钢零件3、模具翻边不锈钢底部法兰4、机械加工不锈钢零件5、CNC整体加工不锈钢6、

产品参数:
1、材质316、304不锈钢
2、材料厚度2.0、5.0、10.0
3、L500mm*W400mm*H600mm
用途:
1、半导体不锈钢设备
2、湿法和干法
要求:
1、内外光面不锈钢
2、少残留
3、搅拌均匀
4、耐腐蚀
5、经久耐用
加工工艺:
1、钣金加工不锈钢成型
2、激光切割不锈钢零件
3、模具翻边不锈钢底部法兰
4、机械加工不锈钢零件
5、CNC整体加工不锈钢
6、激光焊接组焊加工
7、机械抛光800目
项目概况:
其它人做的:能设计出效果,但做不出效果。
项目挑战:
要求焊接技术非常强大。
解决方案:
用激光焊接,热量小,变形量小,可以。
存在的痛点(挑战):
1、模具拉伸时底部因为拉伸而变薄
2、底部双螺旋中心与腰部搅拌马达中心不同心
3、U型底座的四个尖角不在同一平面上
4、长管加工要接刀,光度洁度达不到0.8
5、螺套球形弧面与不锈钢的球面及直升位不能完全贴合
6、氩弧焊变形量大、且在狭小位置不好打磨
7、电解抛光没有光泽且照不出完整人影
痛点的表现(现象):
1、模具冲压因为焊接工艺的要求,有偏差,不愿意更改模具的结构来迎合焊接的要求;
2、焊接厂因冲压厂不愿意配合而没办法焊接,和焊接得很好;
3、打磨抛光厂因为模具拉伤产品的表面及焊接的效果,让他难以抛光出电解厂所需要的要求;
4、电解厂说前面抛光做得不好,而没有办法电解出客户想要的效果;
5、几道工序在各自的专业领域把皮球踢来踢去;
6、就连甲方都没有办法揉合这种矛盾;
推进产品进程的方案:
1、金珠公司为主导推动前端的模具工序(按金珠的焊接工艺要求);
2、金珠公司实施激光焊接;
3、金珠公司推动后端的抛光及电解工序;
4、金珠公司为主导提供成品;
金珠公司主导来提供成品的措施:
1、金珠公司要求前端的模具工序按金珠的焊接工艺要求来改进和生产;
2、金珠公司实施行业案例丰富的激光焊接;
3、金珠公司为后端抛光及电解工序设置可操作的焊接效果;
4、金珠公司提供合格达标的成品;
项目成功量产:
1、模具设计要到位,油要干净,分多次拉伸;
2、要有丰富的焊接夹具工装设计制作经验(不懂焊接的设计不出好的、能用的夹具);
3、材质硬度要选对,冲压要控制好;
4、CNC内外加工要有重型刀杆,选刀也重要;
5、激光的频率、功率、及焊接波形,再熟透材料学、很多案例经验的积累;
6、电解因为是化学,很考验温度、时间、功率、药水浓度及材质的变量组合加工经验;